Ремонтируем головку блока цилиндров в домашних условиях.
Сразу предупреждаю, что без слесарных навыков и специального инструмента (фото см. ниже) самостоятельно выполнить эту работу невозможно.



Ремонт головки блока цилиндров, обычно, требуется после пробега автомобилем более 200 – 300 тысяч километров, подразумевается замена изношенных направляющих втулок клапанов и самих клапанов. Замену маслоотражательных колпачков не будем считать ремонтом головки т. к. эта процедура не требует её снятия с двигателя и освоена уже многими автомобилистами, и требует 2-а – 3-и часа времени. Но!!! Хочу предупредить “любителей” и профессионалов, что эта простая процедура нередко заканчивается и настоящим ремонтом головки. Будьте очень внимательны и аккуратны при снятии и запрессовке маслоотражательных колпачков. Металл направляющей втулки очень хрупок и неопытные “мастера”, бывает, обламывают верхнюю часть втулки, на которой сидит колпачок. И тогда начинается процедура, о которой я и расскажу ниже.
Как снять – поставить головку рассказывать не буду, только кратко напомню. Не забудьте слить тосол, перед снятием совместите установочные метки коленчатого вала и распредвала, приготовьте новую прокладку под головку и обзаведитесь динамометрическим ключом.
Итак приступаем к работе. Головка снята и у нас в руках, если вы новичок в этом деле, то запомните как стоит распредвал, чтоб потом не ломать свою голову( ориентируйтесь по пазу шпонки шкива на 08-х и по штифту под шестерню на 01-х). Снимаем распредвал (на 01-х это уже сделано, на 08-х тоже можно снять на моторе), поочерёдно ослабляя гайки крепления, согласно схеме. Ослабляем и откручиваем понемногу для того, что бы не треснула “постель” распредвала, особенно это относится к 08-м. (Когда откручиваем болты крепления головки, то тоже придерживаемся этого правила)


Слева схема затяжки и ослабления “постели” распредвала. Справа схема затяжки головки блока. А – “классика”, моторы с цепным приводом газораспределительного механизма. Б – 08-е и “классика” с ремнём – мотор 2105.
Снимаем “рокера” в “классике” и “стаканчики” с регулировочными шайбами на 08-х и раскладываем так, что бы знать, что откуда снято. К этим “кучкам” потом будем добавлять и клапана с пружинами, тарелками и прочим.
Далее рассухариваем клапана вынимаем их из головки, не забыв разложить все детали по “кучкам”. Даже если вы собираетесь заменить все клапана с направляющими втулками на новые, всё равно раскладываем по “кучкам”. Дальнейший подробный визуальный осмотр этих деталей может дать полезную диагностическую информацию о двигателе в целом и о головке блока в частности.


Внимательно осматриваем сёдла клапанов, если на их рабочей поверхности нет заметных раковин и выгораний, то при замене клапанов достаточно будет ограничиться только притиркой нового клапана. В ходе притирки контролируем поверхности на предмет наличия дефектов. Если притирка не убирает раковины или прогары на седле, то придётся седло зенковать ( шарожить, есть такое выражение от слова шарожка – зенкер). В случае замены направляющей втулки шарожить, скорее всего, придётся наверняка. Абсолютной соосности старой и новой втулки не встречал ни разу, а поэтому тарелка клапана будет касаться седла не всей поверхностью.
При зенковке седла не перестарайтесь, если снимите слишком много металла, то клапан сильно поднимется вверх относительно остальных деталей клапанного механизма и может не хватить доступных регулировок. ( На “классике” регулировочный болт уходит сильно вниз, а на 08-х можете не найти таких тонких регулировочных шайб.)
Регулировку клапанов после любых работ, связанных со снятием распредвала,делать обязательно, даже если вы просто заменили маслоотражательные колпачки и даже если просто посмотрели, а что там творится..:) Дело в том, что “постель” распредвала в любом случае “подожмётся” и зазоры (тепловые зазоры – которые мы регулируем и называем регулировкой клапанов) уменьшатся. А если зазоры были “на грани” и их совсем не станет, то мы рискуем получить прогоревшие клапана и очередной ремонт головки. Ну а если менялись клапана или втулки или шарожились сёдла, то тут регулировка проводится категорически и обязательно…
Подготавливаем себе рабочее место, правда это надо было сделать ещё раньше. Желательно иметь прочный ровный стол и кусок фанеры не тоньше 10 мм. на которой мы будем “валять” нашу “голову”.
Дальше выбиваем старые втулки. Для этого ставим головку шпильками “постели” вниз на фанеру или доску, чтобы не помять на них резьбу, и на надёжную неподвижную поверхность, т.к. стучать придётся сильно.


Важным моментом в процедуре замены втулок является подбор новых втулок по наружному диаметру, он должен быть на 5-7 сотых мм. больше диаметра старых. Если диаметр будет больше 7-и соток, то вы их не запрессуете, а только поколете. Если диаметр будет меньше 5-и, то со временем они могут вывалиться из своих гнёзд. А вообще, наружный диаметр “настоящих” втулок, должен быть 14,040 – 14,058 мм. После подбора втулок по наружному диаметру, проверьте и диаметр внутреннего отверстия под клапан, для этого возьмите с собой тот клапан, который будет вставляться в эту втулку. Клапан во втулку должен входить без люфта или не влезать вообще ( всё равно, до и после запрессовки, втулки будут разворачиваться под клапан развёрткой. По возможности, купите втулок с запасом, 1-у или 2-е лишних, на случай, если при запрессовке какую-то расколете.
Клапана при покупке, тоже не мешает промерить – диаметр стержня клапана должен быть 7,985-8,000 мм.
Ну вот, запчастями обзавелись, теперь приступаем к самому главному, запрессовке новых направляющих втулок. Ставим головку на электрическую плитку ( а может вы придумаете и ещё какой-нибудь подходящий метод нагрева, только ни в коем случае не газовой горелкой и не открытым огнём) и разогреваем примерно до 100 градусов по Цельсию( не по Фаренгейту ![]() )). На 2-х киловаттной плитке это займёт примерно час времени. Плитка греется медленно, теплопроводность у металла головки хорошая и прогрев получается довольно равномерный, так что голову не поведёт, если кто засомневался. Это время зря не теряем, готовим устойчивый, прочный рабочий стол, чтоб головка у нас не прыгала, при забивании втулок, сортируем втулки по размерам (длинные для выпускных клапанов, короткие для впускных), примеряем оправку для запрессовки к втулкам (во все ли втулки входит направляющий стержень оправки, если нет, то разворачиваем развёрткой) чётко ориентируем себя какие втулки куда забивать ( если, конечно, меняются все , а не одна ) и унимаем внутреннюю дрожь… А если удастся охладить и сами втулки, например в морозильнике или сухом льду, то будет вообще здорово, операция пройдёт как по маслу. Кстати, гнёзда под втулки перед запрессовкой помажьте моторным маслом.
)). На 2-х киловаттной плитке это займёт примерно час времени. Плитка греется медленно, теплопроводность у металла головки хорошая и прогрев получается довольно равномерный, так что голову не поведёт, если кто засомневался. Это время зря не теряем, готовим устойчивый, прочный рабочий стол, чтоб головка у нас не прыгала, при забивании втулок, сортируем втулки по размерам (длинные для выпускных клапанов, короткие для впускных), примеряем оправку для запрессовки к втулкам (во все ли втулки входит направляющий стержень оправки, если нет, то разворачиваем развёрткой) чётко ориентируем себя какие втулки куда забивать ( если, конечно, меняются все , а не одна ) и унимаем внутреннюю дрожь… А если удастся охладить и сами втулки, например в морозильнике или сухом льду, то будет вообще здорово, операция пройдёт как по маслу. Кстати, гнёзда под втулки перед запрессовкой помажьте моторным маслом.
Всё, одеваем рукавицы, ставим головку на стол, снимаем рукавицы и запрессовываем втулки. В идеале втулка входит в гнездо до упора стопорным кольцом за два – три удара.


Далее даём головке остыть и развёртываем втулки второй раз, шарожим (зенкуем) сёдла клапанов и притираем клапана.


О притирке клапанов много сказано, кратко напомню. Притирочную пасту покупаем в магазине, берём у мотористов, одалживаем у друзей или готовим сами из порошка для кухни, содержащего абразивный порошок. Мажем фаску клапана пастой, стержень маслом и вставляем его в направляющую втулку. Переворачиваем головку шпильками вверх и на стержень клапана плотно насаживаем кусок бензошланга длиной 15 -20 см. Зажимаем шланг между ладоней и крутим туда-сюда, подтягивая его вверх. Внешним признаком удовлетворительной притирки будет матово-серый цвет рабочих поверхностей. Проверьте герметичность клапанов – залейте в камеру сгорания керосин, при свободно вставленных клапанах ( впускном и выпускном). Если в течении 10 – 20 сек. керосин не убывает т. е. не просачивается, значит порядок.Перед дальнейшими работами не забудьте отмыть головку от притирочной пасты.
Ну вот, кажется, и всё. Собираем всё в обратной последовательности, не забыв поставить новые маслоотражательные колпачки. Успехов Вам!
Измерение компрессии.
Процедура несложная, занимает мало времени, не требует применение силы, но выявляет "заболевания" и позволяет вовремя выявить и "излечить болезнь".
Про компрессию я популярно объяснял в конце этого поста.
Компрессометр стоит недорого, можно купить простенький рублей за 200. Покупать профессиональный дорогой прибор особого смысла нет, так как особо хорошая точность нам не нужна.
Сначала о методике измерений:
Измерения делаем на прогретом двигателе! Аккумулятор должен быть полностью заряжен и крутить коленвал не менее 180 об/мин.
Перед замером надо произвести некие предварительные приготовления, а именно запретить форсункам лить бензин, а катушке зажигания создавать искру. Для чего это нужно? Во-первых, впрыснутый форсунками бензин смоет масло со стенок цилиндров, что уменьшит реальные показания компрессометра. Во-вторых, после измерения излишки бензина могут загореться в катализаторе, которому такие вещи не полезны. А катушку зажигания отключают потому, что при работе катушки без свечей может наступить пробой изоляции, катушка выйдет из строя.
1. Заводим двигатель и выдергиваем средний предохранитель питания бенонасоса:

Ждем, когда двигатель заглохнет. Кстати, крышку, закрывающую предохранители удобно открывать не выковыривая ее отверткой (и расковыривая пластмассу), а сняв кожух рычага коробки передач и, просунув руку снизу, выдавить крышку вверх. По крайней мере, чехол вытаскивается гораздо проще.
2. Выдергиваем разъем из катушки зажигания:

У кого двигатель шестнадцатиклапанный, выдергиваем разъемы из каждой индивидуальной катушки.
За провода не тянуть! Можно порвать провода или разломать разъем. Тянем только за сам штеккер!
3. Выкручиваем все свечи. Вкручиваем компрессометр в свечное отверстие:

Если есть резиновой наконечник, можно просто хорошо прижать компрессометр к отверстию. Но тогда нужен помощник.
4. Прокручиваем двигатель стартером несколько секунд при полностью открытой дроссельной заслонке, пока показания компрессометра не перестанут возрастать и остановятся:

5. Записываем значение, выкручиваем прибор и сбрасываем показания (в зависимости от конструкции это делается по-разному, у меня, например, надо надавить на шток или повернуть трубку).
6. Повторяем операцию на остальных цилиндрах.
7. По окончании измерений вкручиваем свечи, подключаем провода и катушки, вставляем предохранитель бензонасоса.
8. Размышляем над результатами.
А результаты должны быть такими: компрессия должна быть 11-13 бар (если больше, то только к лучшему), разность показаний по цилиндрам не должна превышать 2 бар.
Если показания в норме, радуемся. Если нет, ищем причину.
Допустим, в одном или нескольких цилиндрах компрессия очень низкая, скажем всего 5 бар. Заливаем в этот цилинд 10-15 гр моторного масла и еще раз повторяем замер, если давление выросло больше, чем на 2 бар, скорее всего залегли или сломались кольца или сильный износ поршневой группы.
Если залитое масло не увеличило компрессию, значит негерметичен клапан (возможно прогорел), могут быть проблемы с прокладкой головки.
В любом случае, при аномально низкой компрессии, необходим ремонт двигателя. Причину можно узнать только после разборки двигателя.
Наболевшее о прикипевших :)) И как работать Экстрактором)))
На этот раз пойдёт о радикальном решении неприятности с роликами - "прикипании" оси.
Для начала напомним все же что, Ось, применительно к роликовым коньками - это не большой полосатый мух, а axle.
Почему прикипают эти пресловутые оси/axle?? Отчасти из-за того, что в последнее время стало модно делать алюминиевые оси. Легкие и в меру прочные, они сами по себе охотно "прикипают" к алюминиевой же раме - алюминий оси при тугом затягивании срывает твердый оксид на поверхности резьбы и под нагрузкой диффундирует в алюминий рамы, вот и слипаются крепко-накрепко витки резьбы.
И вторая причина - слишком рьяный фиксатор резьбы, он же loctite. Его наносят на резьбу осей для того, чтобы оси надёжно сидели в раме и не выкручивались самопроизвольно. Он бывает разной силы (и различается по цвету), но разговор сейчас пойдет не о цветовых предпочтениях фиксатора резьбы у роллеров, а о другом - о той проблеме, которая возникает у роллера как раз из-за этого фиксатора - я говорю о жестком, практически фатальном "прикипании" оси, когда ни wd-40, ни "жидкий ключ" не помогают.

Всемирный роллерский опыт за все годы безостановочного скейтинга накопил несколько способов вынуть прикипевшую ось. Я же опишу самый самый эфективный, самый очевидный, и как ни странно, самый запоздалый в плане открытия его массами:))
Я называю этот способ вынуть ось Самым Очевидным, т.к. на самом деле существует Специальный инструмент для таких дел - практически съемник для осей!!!
- спиральный винтовой экстрактор 1/4" (Spiral Screw Extractor)
Удивительно, что эта специальная приблуда никому из роллеров раньше не попалась на глаза...хотя она входит в обычный набор автомобилиста - ею легко вынуть шпильки вынуть и т.п... Работает экстрактор таким образом - в резьбовой детали, которую нужно вынуть, сверлится отверстие - в него вкручивается экстрактор - если у детали правая резьба, то берется экстрактор с левой резьбой. Экстрактор ввинчивается, сам режет себе резьбу и заклинивается в детали - теперь ее можно выкрутить, приложив большой рычаг. Все крайне просто, а главное такой экстрактор можно найти в любом захудалом автосервисе.
Нам понадобятся:
- дрель
- спиральный винтовой экстрактор 1/4" (Spiral Screw Extractor)
1: Берём сверло 6.0мм и аккуратно сверлим ось на глубину 8-10мм

2: Легонько вбиваем, только для фиксации, спиральный винтовой экстрактор 1/4"
(на нём левая (т.е.обратная резьба - т.е. он вкручиваясь сам, выкручивает ось)

3: И, с широким оскалом на все 32 зуба, выкручиваем!!!

ось после операции :)
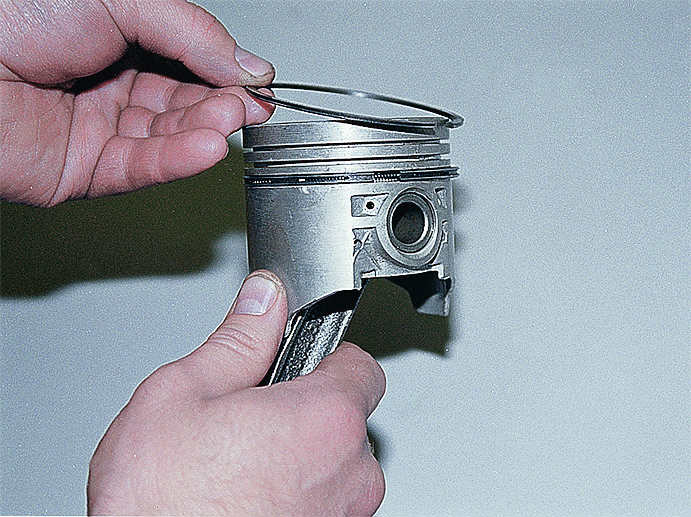
Заменя поршня
|
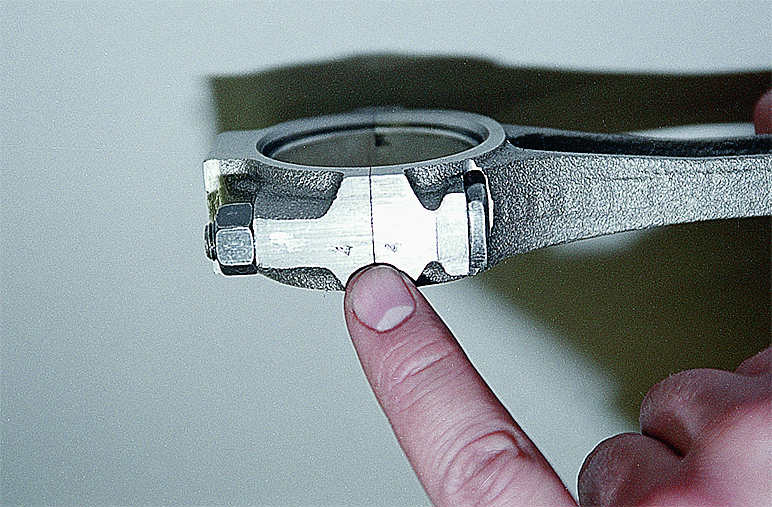
Извлекаем поршень с шатуном из блока цилиндров
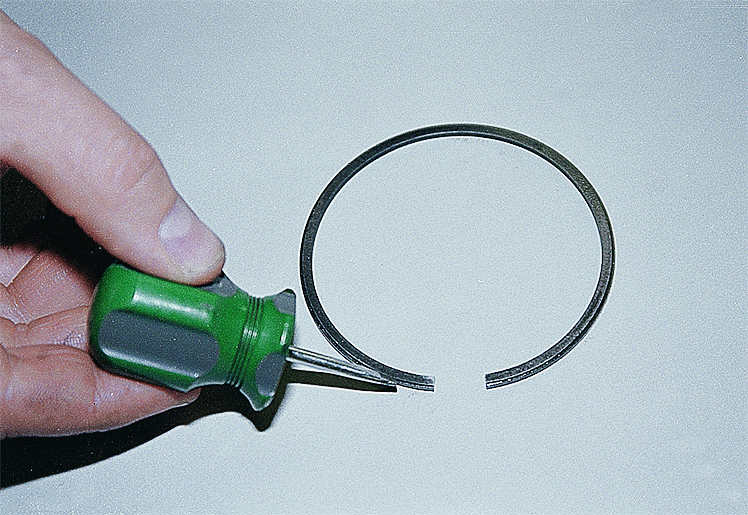
От проворачивания их удерживают замки, входящие в прорези постелей.
Собираем шатунно-поршневую группу в обратной последовательности.
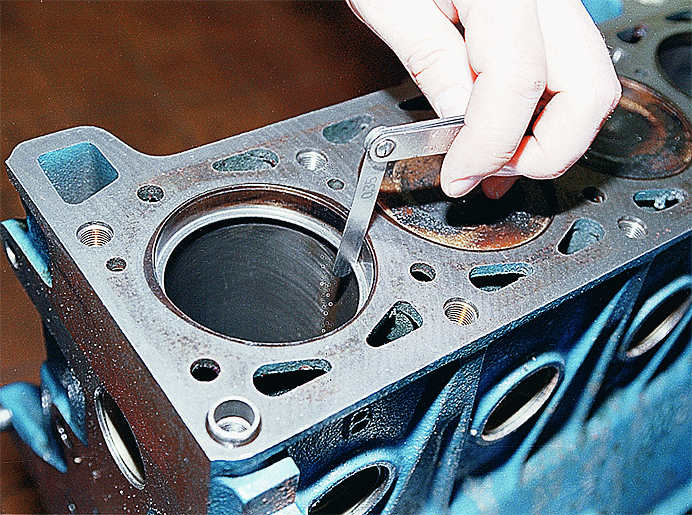
Зазор между поршнем и цилиндром у новых деталей составляет 0,05–0,07 мм. При износе максимально допустимый зазор – 0,15 мм.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
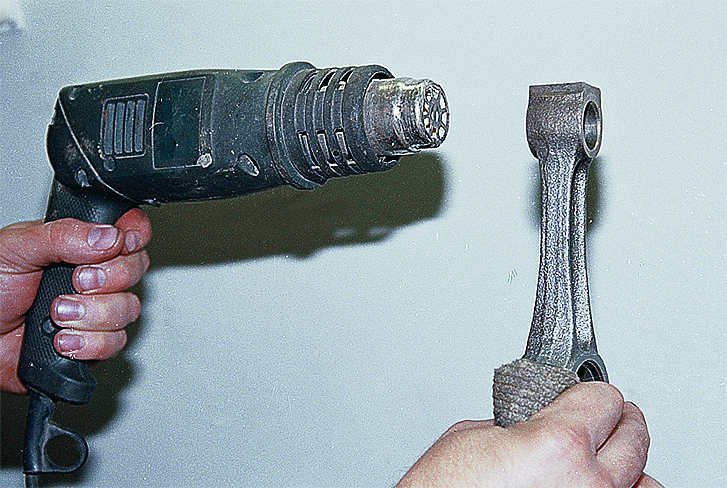
Палец можно предварительно охладить в морозильной камере.
|